

BOPPとCPP,PET,PEの包装フィルム
申請
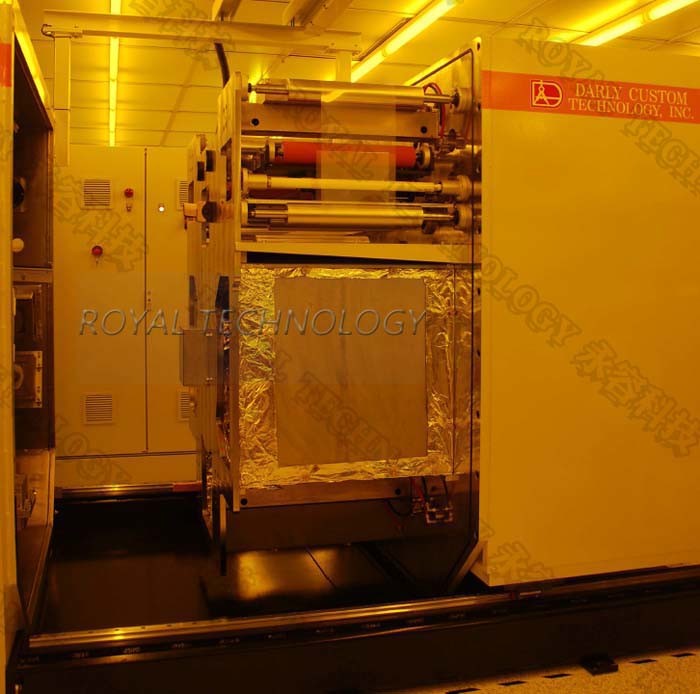
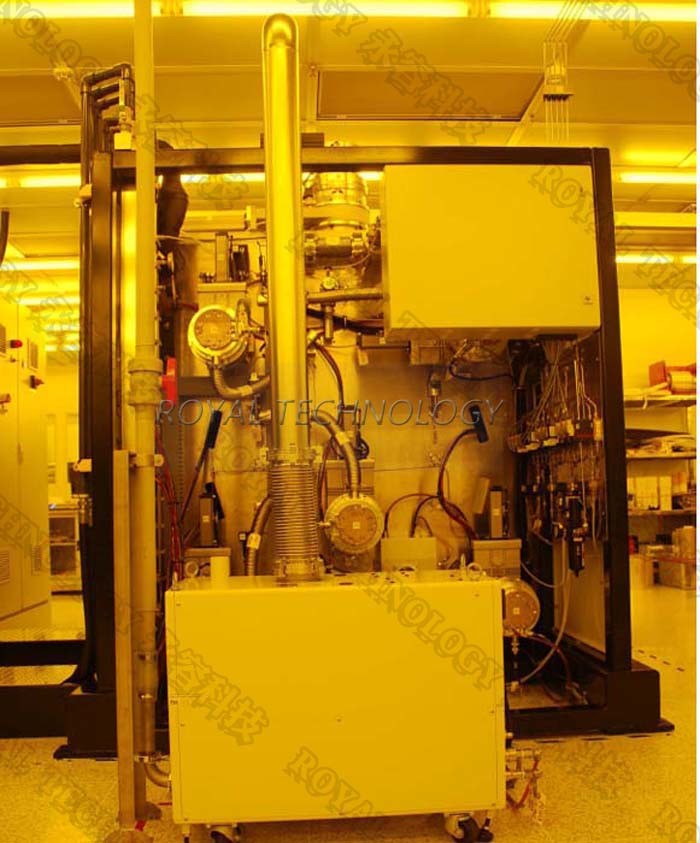
R2R網膜金属化システムは,主にPET,PE基板などのプラスチックフィルム片側コーティングにアルミニウム金属化を継続するものです.高品質の包装材料の製造に使用される.
コーティングサンプル
![]()
![]()
R2Rウェブ真空金属化器の特徴
| 1. 網膜コーティングシステムは先進的な丸い室構造を採用し,真空室には巻き込み (上部室) と蒸発室 (下部室) が含まれています.巻き込み/解き込み装置は真空室の同じ側にある.システムが長時間安定して動作することを保証する | ||||||||
| 2 高効率の真空ポンプシステム 短時間真空排出サイクル,効率的に生産性を向上させる. | ||||||||
| 3 網膜コーティングシステムは,エネルギー節約を確保するために保持ポンプを装備 | ||||||||
| 4 沈着室,巻き込み室は,真空室と基板の水分を効果的に排出できる強力な冷却キャプチャポンプシステムで装備されています (温度-120°C,冷却キャプチャコイルの総面積 2m2装置の作業効率を向上させる. | ||||||||
| 5 巻き込みシステムは,四モーターの恒常張力制御システムを採用 | ||||||||
| シーメンス・サーボモーターとサーボ速度調節器を装備したウェブコーティングシステム | ||||||||
| 7 高性能SPREADER ROLLERSは,コーティングプロセス中の変化に応じて角度を調整して基板のロールの平らさを確保することができます. | ||||||||
| 8 室温から -15°Cまでのコーティングロール,冷却と加熱システムは,堆積過程でフィルムの熱損傷を防ぐことができます.また,ロール表面の水分を吸収するために真空室で散布ロールを開くことができます. | ||||||||
| 9 スイングフレーム構造は,ローリングロールの直径に応じてローリングプロセスを自動的に調整し,同じ距離のローリングを確保することができます. | ||||||||
| 10 高度な堆積速度,迅速な堆積ボート変更,高品質の均一性を保証する良好な接触のために設計された蒸発システム補助機器の作業時間を短縮し,作業効率を向上させる. | ||||||||
| 要求された異なるコーティングプロセスに応じて,個々のグループと全体的な調整の両方のワイヤのフィードが提供されています. | ||||||||
| 12 網膜 コーティング システムの故障 警報装置は,操作者と保守技術者が問題を発見し,修復し,迅速に正常生産に戻すのに便利なトラブル 撮影のヒントを提供します. |
ロイヤル・テクノロジーは,小型から中型,大型まで様々なR2R金属化器を供給しています.詳細については,以下を参照してください.
| ロール・トゥ・ロール真空網膜塗装装置 - 技術仕様 - 丸い室 | |||||||||||
| ポイント | 記述 | R2R 金属化機械のモデル | |||||||||
| RTEP1100-R | RTEP1350-R | RTEP1650-R | RTEP2050-R | RTEP2200-R | RTEP2500-R | ||||||
| 基板 コーティング | 材料 (厚さ: μm) | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | ||||
| 基板の幅 (最大) mm | 1100 | 1350 | 1700 | 2050 | 2200 | 2500 | |||||
| ロール直径 (最大) mm | 800 | 800 | 800 | 800 | 800 | 800 | |||||
| 中核直径 (内側) mm | 3/6インチ | 3/6インチ | 3/6インチ | 3/6インチ | 3/6インチ | 3/6インチ | |||||
| 通常のコーティング速度 (m/min) | 400~600 | 400~600 | 400~600 | 400~600 | 400~600 | 400~600 | |||||
| 最大 塗装速度 (m/min) | 720 | 720 | 720 | 720 | 720 | 720 | |||||
| コートロールの温度 (°C) | -20から25 | -20から25 | -20から25 | -20から25 | -20から25 | -20から25 | |||||
| コーティング・キャバラの最終圧力 ((Pa) | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | |||||
| ポンプ速度 (負荷なしの状態,清潔,室温) | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | |||||
| 真空蒸発システム | エバポレーション・ソース (Crucible) Qty:グループ | BN ボロンナイトリド:12 | BN: 15 | (英語)18 | (英語)22 | 日本語: 23 | BN: 26 | ||||
| 蒸発力 (KW) | 15/グループ | 15/グループ | 15/グループ | 15/グループ | 15/グループ | 15/グループ | |||||
| 蒸発材料 (アルミ線) | 1.8~2099.98% (純度) | ||||||||||
| ロール・トゥ・ロール真空網膜塗装装置 - 技術仕様 - 平方室 | ||||||||||||
| ポイント | 記述 | R2R 金属化機械のモデル | ||||||||||
| RTEP1100-S | RTEP1350-S | RTEP1650-S | RTEP2050-S | RTEP2200-S | RTEP2500-S | RTEP3000-S | ||||||
| 基板 コーティング | 材料 (厚さ: μm) | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | PET:12~60 BOPP:20~60 PVC:20~60 CPP:20~60 | ||||
| 基板の幅 (最大) mm | 1100 | 1350 | 1700 | 2050 | 2200 | 2500 | 3000 | |||||
| ロール直径 (最大) mm | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | |||||
| 中核直径 (内側) mm | 3/6インチ | 3/6インチ | 6インチ | 6インチ | 6インチ | 6インチ | 6インチ | |||||
| 通常のコーティング速度 (m/min) | 400~600 | 400~600 | 400~600 | 400~600 | 400~600 | 400~600 | 400~600 | |||||
| 最大 塗装速度 (m/min) | 840 | 840 | 840 | 840 | 840 | 840 | 840 | |||||
| コートロールの温度 (°C) | -20から25 | -20から25 | -20から25 | -20から25 | -20から25 | -20から25 | -20から25 | |||||
| コーティング・キャバラの最終圧力 ((Pa) | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | 5*10-3 | |||||
| ポンプ速度 (負荷なしの状態,清潔,室温) | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | < 8分, atm から 7*10-2 | |||||
| 真空蒸発システム | エバポレーション・ソース (Crucible) Qty:グループ | BN ボロンナイトリド:12 | BN: 15 | (英語)18 | (英語)22 | 日本語: 23 | BN: 26 | BN: 31 | ||||
| 蒸発力 (KW) | 12/グループ | 15/グループ | 18/グループ | 22/グループ | 23/グループ | 26/グループ | 31/グループ | |||||
| 蒸発材料 (アルミ線) | 1.8~2099.98% (純度) | |||||||||||
ロイヤル・テクノロジーは 完全なコーティング・ソリューションを 提供できることを光栄に思います












